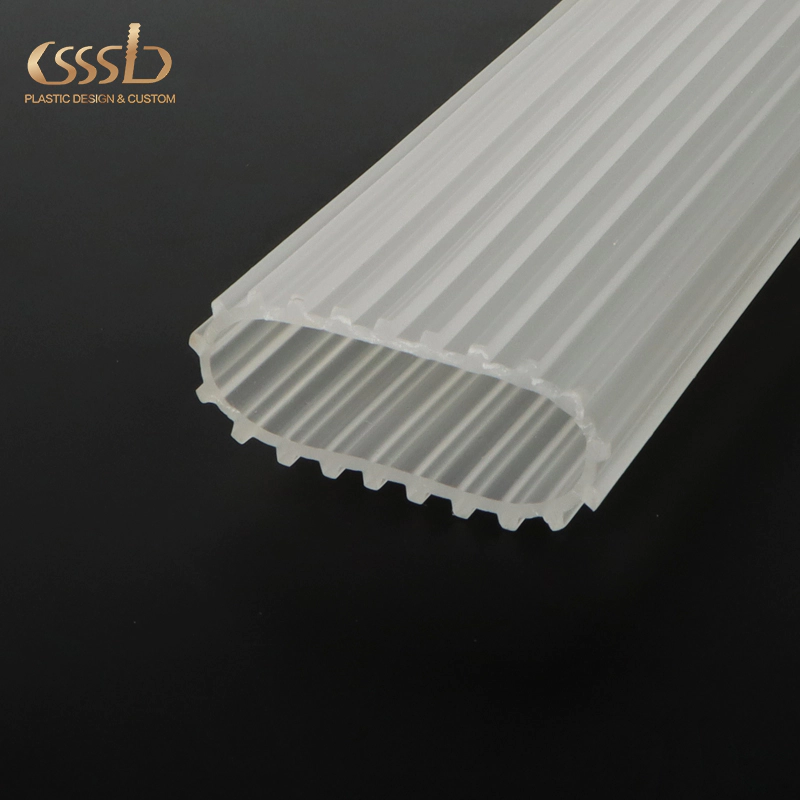
CSSSLD plastic product factory specialized in plastic injection, a professional plastic extrusion manufacturer and plastic injection factory since 1997.
Injection molding processing into abrasive process will cause burrs problem
by:CSSSLD2021-01-23
Injection molding process of processing technology standard is what
1, cylinder temperature, injection molding processing factory must control the temperature of the whole process just right barrel temperature, nozzle temperature and grinding temperature and so on.
Before two key hazard plastic melting temperature and liquidity, and then a kind of temperature is mainly plastic liquidity and refrigeration.
Every plastic have different liquid temperature, the same kind of plastic, because from or model is different, there is a difference between the liquid temperature and the melting temperature, it is because the average molecular weight and content across different cause, plastics in different kinds of injection machine melting process is also different, so choose cylinder temperature is not the same.
2, nozzle temperature, nozzle temperature are usually slightly lower cylinder of high temperature, it is to do not wear resistant material in straight through nozzle will produce 'flow outlet water conditions.
Nozzle temperature also can not too low, otherwise may cause wear-resisting material of coagulation and nozzle plug earlier, or because the early setting materials introducing the mold core and damage characteristics of handicraft 3, abrasive temperature: the essential characteristic of grinding temperature in arts and crafts and apparent quality great harm.
The height of the grinding temperature decision-making in plastic crystal shape is there, arts and crafts of the specifications of the rules and structure, properties, and other processing technology standard (
Wear-resisting material temperature, injection rate and injection pressure, xiangsu products cycle time, etc. )
。
Die casting because of the burrs
in the heart of the injection molding processing into abrasive process can cause flash flash, flash in high level because of the grinding tool or machine clamping force is invalid.
It harm the quality of the goods, must first clear grasp causing flash.
Die casting because of the burrs?
1.
Material temperature is too high for viscosity lower abrasion resistant materials such as acrylic resin, if only by changing the forming standard to deal with the flash flash defect is very difficult, a flash flash, consideration should be given to moderately reduce the cylinder, nozzle and grinding temperature, reduce the injection cycle time.
2.
Clamping force is not enough when the injection pressure more than make the abrasive tool clamping force of clinical diagnosis and poor is very easy to cause the flash flash.
Should examine increasing isn't too much to do with the matter, the other should check the plastic parts developed area and the forming pressure multiplication is more than the clamping force of machinery and equipment.
Forming working pressure for the average working pressure inside the grinding tool, the basic condition of 40 mpa is calculated.
Manufacturing box plastic parts, high pressure polyethylene, polypropylene, polyethylene, and the forming of ABS work pressure value is about 30 mpa;
Look deeper plastic parts manufacturing, forming pressure value is about 36 mpa;
Less than 10 cm in production volume 3 of the small and medium-sized plastic parts, forming pressure value is about 60 mpa.
If the numerical value for the clamping force is lower than the plastic work developed area and forming pressure of multiplication, the clamping force is not enough or injection molding processing precision positioning work pressure is too high.
Work should reduce injection pressure or reduce note mouth section, also can reduce and increase curing time, reduce the injection schedule, or considering the lower concave modulus and into a clamping tonnage large plastic machine.
3.
Abrasive abrasive weakness weakness is the key to the cause of flash flash, in the event of a more flash flash when it is important to carefully examine abrasive, clinical diagnosis should be audited again, on the dynamic model with the mould, and is close to cater to examine clinical diagnosis, drag a damaged part of the die and mould kernel space is a deviation.
Template is between parallel surface, is there any bending deformation, the template from any press abrasive bao hou adjusted to the proper place, guide us pin surface is damaged, have support bar deformation unevenness, exhaust slot is too deep.
According to the results of the inspection gradually, in view of the cause of deviation can choose the way of mechanical processing and manufacturing to give clear.
4.
Improper processing technology standard manipulation if an injection rate is too fast, the injection time too long, an injection pressure in the mold core in uneven, unbalanced mold filling speed, and inventory is overmuch, too much lubricant application is creating flash flash, the actual operation is to take effective countermeasures for details.
The attaches great importance to the most is to remove flash flash common fault must start from the removal of abrasive common fault patterns, if because of flash flash and change shape standard or raw material recipe, usually have a negative impact on other levels, very easy to cause other forming common faults.
Hi, if haven't replied in time, please send us email by: fish@csssld.com. Thank you!
We are here to help you! If you close the chatbox, you will automatically receive a responsefrom us via email. Please be sure to leave yourcontact details so that we can better assist