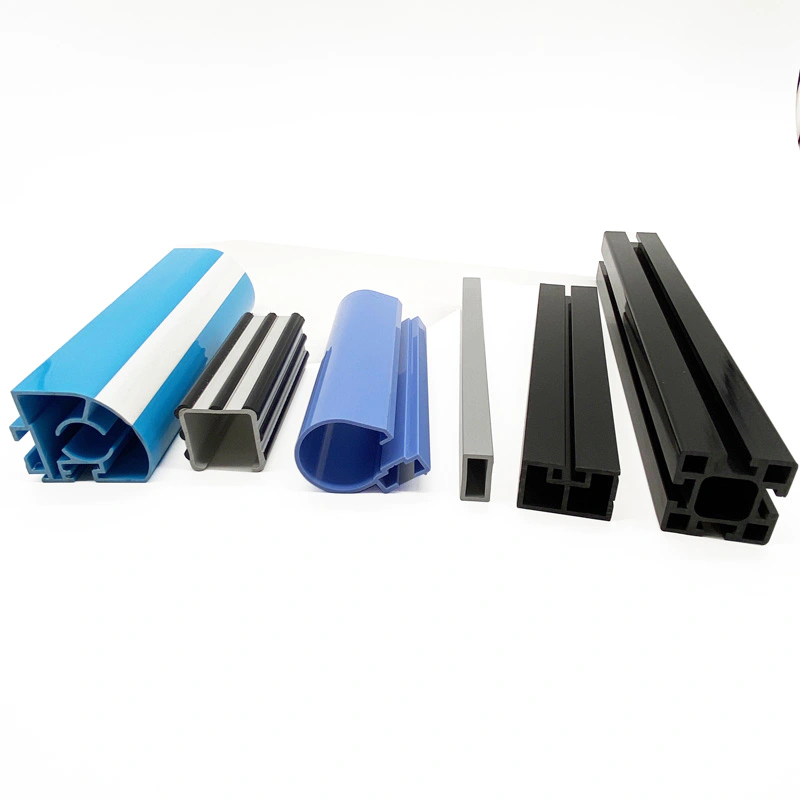
CSSSLD plastic product factory specialized in plastic injection, a professional plastic extrusion manufacturer and plastic injection factory since 1997.
BMC especially suitable for manufacturing high dimensional accuracy, complicated structure, opening more than insert, the shape of the concave and convex changeable injection molding processing.
Usually the wall thickness of 2.
4 mm, practical minimum wall thickness is 1 mm, maximum thickness of 25 mm.
Product wall thickness is too small easy to appear insufficient material filling and fiber orientation, the wall is too thick, easy to appear on the surface of marks affect appearance.
Although BMC products have larger thickness difference, but should avoid mutations, using the gradient method of transition, the length of the transition section should be in the thickness difference of more than 3 times.
products should avoid sharp corners, every corner should be handled with rounded corners.
Radius should be compared with the thickness distribution, in does not affect the appearance and application requirements under the premise of radius should be increased.
Because of SMC molding pressure, often make the products and mould stick together tightly, if the ejection force is too big, easy cause deformation cracks, therefore, requires all parallel to the pressing direction on the surface of design has a minimum of 1 & deg;
Draft, deep cavity thin products should be of greater value, such as depth of 6.
4 -
Take 1-150 - mm
3°
, more than 150 mm 3 & deg;
Or more.
Usually within the cavity depth should be controlled in minimal size.
BMC group that is short for molding compound, is composed of unsaturated polyester resin, initiator, short cut fiber glass, filler, and various additives, uniform mixture of preforming materials.
Through formula and reasonable collocation, the regulation of different component in BMC can be endowed with a variety of different performance.
BMC products processing method based on preforming material as raw material, through compression molding, injection molding, or transfer molding for the final products.
for thin wall products, to increase rigidity and prevent deformation, can be designed to strengthen.
On each side of reinforcement is due 1 & deg;
Slope and 1.
The transition radius more than 5 mm.
The base of the rib thickness can be same as the parts of the wall thickness.
If muscle too thick, it will appear on the back of the rib shrinkage hole phenomenon.
If the stiffener requires A level surface, on the back of the design need to be considered.
The muscle thickness of the base of the proposal does not exceed 75% of wall thickness, slope and transition radius were moderately reduced.
the stiffener face, should not be in one plane and products of the bearing surface, there should be more than 1 mm gap.
Design sheet on the edge of the need to strengthen its rigidity, design of flange can provide products rigid, prevent warping deformation at the edge of the area.
Flange and edge thickness depends on the structure shape parts.
Flange thickness is usually twice the thickness of the plate.
SMC moulded products, can be embedded in various sizes in the shape of embedded parts, but the involvement of the insert will complicate the SMC products throughout the manufacturing process, so in general with or without insert should be as little as possible.
SMC have good liquidity, so the thickness variability is larger, the minimum thickness of 0.
About 6 mm, a large area of thin wall injection molding products processing should have at least 1 mm thickness, the maximum thickness should be under 13 mm.
Products have thick molding time will increase, if the thickness more than 25 mm are prone to heat accumulation.
To keep even thickness is very important, which is beneficial to flow and solidification of homogeneity, reduce the possibility of warping and deformation.
If have to change the thickness, should be in the thickness of the joint circular arc transition.
insert of SMC products are embedded embedded after embedding and molding, which are frequently used embedded embedded, insert the fixed is relatively stable.
Design insert to note is that the thermal expansion coefficient of metal materials used for the insert shall be the SMC as close as possible, then insert the surrounding material layer shoulds not be too thin, otherwise it will caused by contraction of broken parts.
Holes of SMC products due to the direct molding difficult, so the more commonly used after machining method.
Hole design should also pay attention to the position of aperture and its relationship, that certain aperture due to the reasonable hole spacing and hole spacing.
more excellent articles: foam structure, click directly.
http://www。
csssld。
cn//html/2017/Info_0308/516。
HTML nantong on suye's official website: http://www.
csssld。
Cn / / more wonderful articles, immediately search: nantong on plastic products factory
Hi, if haven't replied in time, please send us email by: fish@csssld.com. Thank you!
We are here to help you! If you close the chatbox, you will automatically receive a responsefrom us via email. Please be sure to leave yourcontact details so that we can better assist